





Förklaring om OEE
Förklaring om OEE för produktionsfolk i farten.
Lär dig grunderna i OEE/TAK beräkningar och dess delar samt hur de olika faktorerna påverkar varandra.

Vad är OEE?
TAK (Tillgänglighet, Anläggningsutnyttjande, Kvalitet) eller som det heter på engelska OEE (Overall Equipment Effectiveness) är ett enkelt, praktiskt och kraftfullt nyckeltal för att övervaka och förbättra effektiviteten i dina tillverkningsprocesser (maskiner, celler, linjer, fabriker). Det tar hänsyn till förluster i tillverkningen och placerar dem i tre kategorier; Tillgänglighet, Prestanda och Kvalitet. Tillgänglighet mäter produktionsförluster som beror på stopptid, Prestanda mäter förluster som beror på hastighetsförluster och Kvalitet mäter förluster av enheter som inte godkänns. Tillsammans bildar dessa tre faktorer ett nyckeltal som kallas OEE, en siffra som ger en komplett bild av effektiviteten.
Idag inför många företag mätetal för att ta reda på hur bra anläggningen går och med vilken kvalitet man producerar. De mest populära mätetalen är de som ingår i OEE/TAK. Dokumentet klarlägger hur mätetalen beräknas med exempel och definierar Mästarklass OEE.

OEE-mätningens bakgrund
För dig som vill lära dig räkna ut ditt TAK-värde:
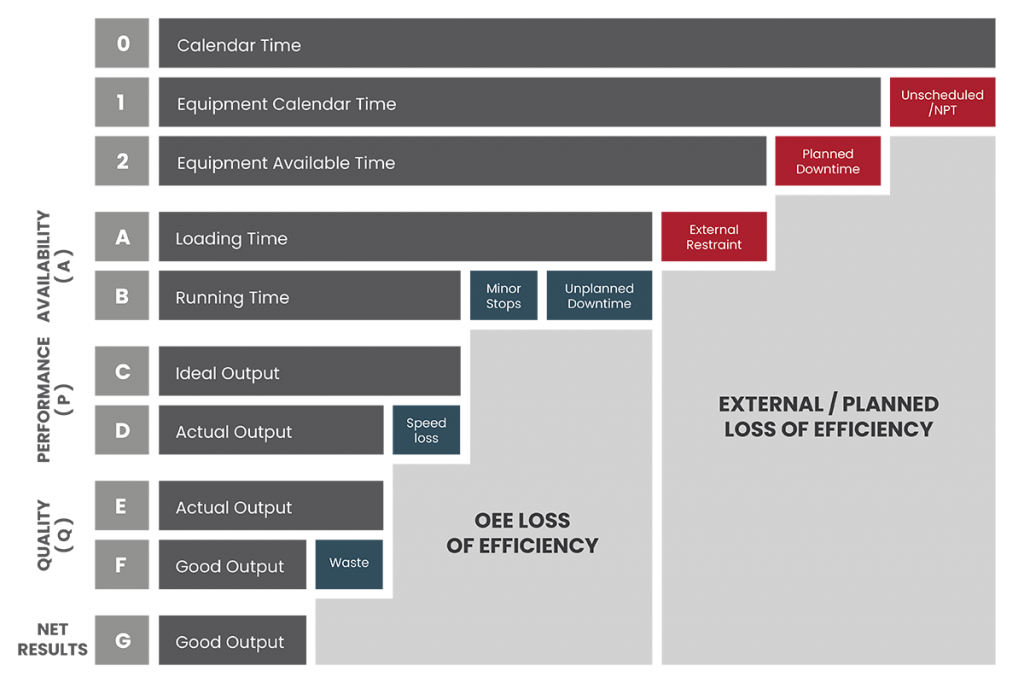
Analys av OEE/TAK-värde startar med Tillgänglig Tid för Tillverkning, det vill säga den tid som anläggningen är tillgänglig för tillverkning. Från Tillgänglig Tid för Tillverkning, drar du bort tiden för Planerade stopp. Detta inkluderar alla händelser som skall räknas bort från effektivitetsanalysen som är den tid anläggningen inte skulle köras, exempelvis raster, luncher, planerat underhåll eller perioder där det inte finns något att tillverka. Den tid som återstår kallas Planerad Produktionstid. OEE-beräkning startar med Planerad Produktionstid och arbetar sig nedåt via effektivitet och produktivitetsförluster som inträffar, med målet att reducera eller eliminera dessa förluster.
Det finns tre huvudkategorier av förluster att titta på – Stopptidsförluster, Hastighetsförluster och Kvalitetsförluster.
Tillgänglighet
Tillgänglighet hanterar alla Stoppstidsförluster, vilket inkluderar alla händelser som stoppar planerad produktion för en stund. Detta kan vara fel i utrustning, materialbrist eller tid för produkt och skiftbyte.
Omställningstider är inkluderade i OEE-beräkningen då det kan betraktas som en form av stopptid. Även om det inte är möjligt att undvika ställtider så kan det i de flesta fall reduceras. Den tid som återstår kallas Drifttid.
Prestanda
Prestanda hanterar hastighetsförluster, som inkluderar alla typer av förluster orsakade av att tillverkningen inte går med den tänkta hastigheten.
Exempel på detta är slitage på maskiner, dåliga råvaror eller en operatörs ineffektivitet. Den återstående tiden kallas Netto Drifttid.
Kvalitet
Kvalitet tar hänsyn till Kvalitetsförluster, som inkluderar allt som beror på att de producerade enheterna inte når upp till sina kvalitetsmål. Även produkter som måste omarbetas eller nerklassas betraktas som kvalitetsförluster.
Den tid som återstår kallas för Fullt Produktiv Tid. Vårt mål är att maximera den Fulla Produktiva Tiden.

OEE-beräkning samt exempel
OEE-beräkningen baseras på tre faktorer: Tillgänglighet, Prestanda, och Kvalitet. Nedan visas hur dessa beräknas.
Tillgänglighet = Drifttid / Planerad produktionstid
Prestanda = Ideal cykeltid / Verklig cykeltid eller
Prestanda = Verklig tillverkningshastighet / Ideal tillverkningshastighet
Kvalitet = Godkända enheter / Totalt antal enheter
OEEs formel tar hänsyn till alla tre OEE Faktorerna och beräknas på följande vis:
OEE = Tillgänglighet x Prestanda x Kvalitet
Det är viktigt att inse att förbättra OEE inte är det enda målet. Titta på exemplet till höger med två olika skift och deras tillhörande data. På ytan ser det ut som det andra skiftet är bättre än det första, eftersom deras OEE-mätning är bättre. Få företag skulle byta 5 % höjning av tillgängligheten mot 3,5 % minskning av kvaliteten! Fördelen med OEE-formeln är inte att det ger dig en enda magisk siffra, utan TRE olika siffror som var för sig ger dig en bild av din tillverkning från dag till dag. OEE-beräkning ger dig en möjlighet att visualisera din effektivitet enkelt och snabbt.
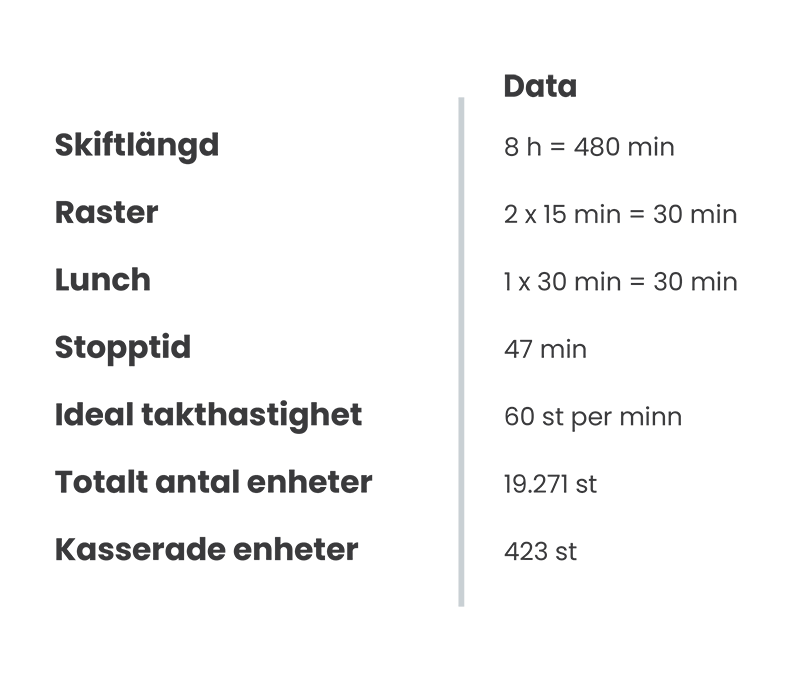
OEE-exempel
Tabellerna till vänster innehåller exempel på data från ett skift som kan användas för OEE-beräkning. Man startar med att räkna ut de tre ingående parametrarna och slutför sedan genom att räkna ut det totala OEE-värdet. Notera att samma mätenhet (i detta fall minuter och enheter) används genom hela beräkningen.
Mästarklass OEE
Som beskrivits ovan beräknas OEE som produkten av de tre påverkande faktorerna: Tillgänlighet, Prestanda och Kvalitet. Uträkningen visar att OEE inte är en helt lätt utmaning. Till exempel, om alla de bidragande faktorerna är 90%, blir OEE-talet inte mer än 72.9%. Genom att studera flera tillverkningsindustrier har man kunnat definiera de mätetal som gäller om man har en produktion i så kallat mästarklass. I praktiken är dock de olika faktorerna i Mästarklass OEE ganska olika från varandra.
Självklart är varje anläggning olik den andra. Till exempel om din fabrik har ett Six Sigma kvalitetsprogram så är du säkert inte nöjd med ett kvalitetstal på 99.9 % utan då vill du ha 99,99966%. Studier över hela världen visar att medel nivån för OEE inom tillverkningsindustri ligger omkring 60%. Som du kan se i tabellen ovan ligger Mästarklass OEE på 85% eller bättre. Det är helt klart så att det finns utrymme för förbättringar i de flesta tillverkningar!
Hur är det med din tillverkning? Hur långt ligger ni från Mästarklass?